我厂生产的“飞菱”牌软轴(柄)硬质合金旋转锉,产品型号中间用E表示。该产品用于对发动机缸体、泵阀内腔、精铸件异形涡孔等硬柄旋转锉无法磨削的部位进行打磨和光整。我厂研发并采纳国内外先进工艺,结合用户实际用情况从而定向生产;因该产品为非标类产品,形状、刃径、轴径、总长以及软轴的硬度等特性根据客户使用工况改变。软轴旋转锉的使用说明如下:
1.用方根据磨削工件的形态,选择旋转锉刀头的外形及尺寸,圆球锉头(D型)、椭圆銼头(E型)等为典型的锉头。硬柄锉头的直径约为3~16mm;软柄锉头直径为¢2~¢10mm;一般来说,软轴需要根据打磨工件的部位,增加30~80mm的装夹余量,软轴锉总长800mm内任选。
2.用户根据被磨削工件空间的大小,自制定位套。定位套的作用是将锉头定位于工件打磨的部位,定位套做得越合适,打磨效果越好。用户在实际操作中可以对定位套加以改进。定位套自制方法:车个金属圈,内孔略大于软轴,能灵活进退为准,刀头与套把离开勿碰,焊接上能手工弯曲的铁丝手柄,供把握打磨。
3.用户可根据被打磨工件材质的硬度实时调整锉头的转速,因为合适的转速会产生好的打磨效果。软柄锉通常比硬柄锉的转速要慢,一般夹在风动工具上,我厂建议用户需认真积累操作经验。另外,轴体和刀头通过涂抹润滑油,以延长其使用寿命。如果有些工件打磨的部位无法看到,建议采用内窥镜伸入成像查看。
4.打磨孔的弯曲度大小,关系到所用软炳锉的抗弯强度。我厂根据用方反馈情况,可合理调整软轴的刚度柔性,若被打磨孔的弯曲度比较大,建议使用用特软炳,代号用“EE”表示;软炳锉能向前伸入打磨弯曲孔形,生产方可改变软炳和刀刃的正反切削方向。此外,为达到良好的产品使用效果,建议用方与生产方保持良好的沟通。
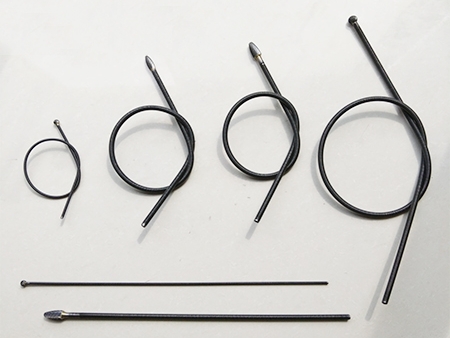
图形举例:






 咨询热线
咨询热线